レーザ加工Q&A Q2-1 レーザの出力波形は連続ですか?パルスですか?
レーザ発振器の出力波形にはアーク溶接と同じように連続的に発生する連続発振(CW)とパルス状に発生するパルス発振(PW)とがあります。また,非常に大きなパルス(ジャイアントパルス)発振を得るQスイッチパルス発振もあります。
これらの波形をまとめて図1に 示しました。同図(a)に示すようにCWはレーザを連続的に出力します。安定した出力を得るために出力値をモニタしてフィードバック制御する技術が導入さ れ,正確で安定した出力が得られるようになっています。また,CWのレーザを出力する前後ではスロープアップやスロープダウンの制御もできるようになって います。
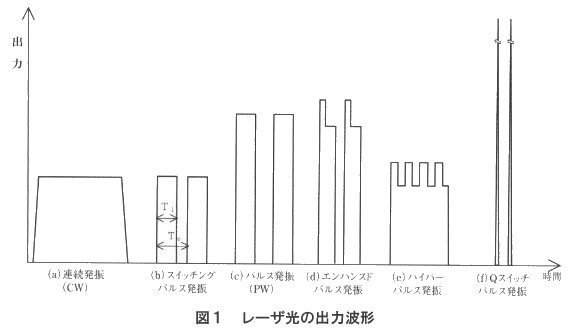
PWはビーム出力をメカニカルシャッターでON/OFFする方式と,発振器の励起源をパルス制御する 方式とがありますが,高出力の発振器はほとんど後者になります。また高出力のLD励起Nd:YAGレーザ,ディスクレーザ,半導体レーザ,ファイバーレーザ,な どではCW出力をスイッチングして同図(b)に示すようなパルス波形を得ています。なお一般にパルス波形はパルス幅(T1),パルス周期(T0),またはデューティ(D=(T1/T0)×100%)で表現されます。
ランプ励起のNd:YAGレーザやCO2レーザではパルス波形は同図(c)のように高い出力 が得られますが,平均値はCWの出力値になります。他に特殊な波形として,同図(d),(e)のように加工の目的に応じてエンハンスドパルス,ハイパーパ ルスも開発されています。また,機種によってさまざまですが,パルス幅T1は数10μsから数100ms程度で,そのピークパワーは数倍から数10倍程度が得られています。
溶接では加熱冷却時間が制御できるので加工対象物に応じて出力波形を適宜選択採用されます。例えばパルス化に より熱影響部(HAZ)の範囲を狭くするのも有効です。アルミニウムの溶接では母材は光の反射率が高いけれど一旦溶融すると反射率が下がる性質があるの で,エンハンスドパルスなどは有効だと考えられます。また,図1(f)に示すようにピークパワーが非常に高いパルス出力を得る発振方式がありジャイアント パルスとも呼ばれています。
一般にパルスのエネルギーはJ/P(ジュール/パルス),繰り返し数はPPS(パルス数/秒)で表現され,平均出力Wは,
W=(J/P)×(PPS)
となります。また,ピーク出力Pwは次の関係で示されます。
Pw=(J/P)/パルス時間(秒)
発振方式により変わりますが,Qスイッチのパルス幅は数ns~200nsで,ピークパワーは104~1010Wオーダーの巨大な出力が得られます。
「溶接技術」 2005年5月号~9月号 掲載 荒谷 雄 著
レーザ加工の事ならおまかせ!
本サイト運営会社レーザックスの紹介はこちら!
運営会社紹介ページへ
レーザに関する情報が盛りだくさん!
レーザ加工なびTOPへ


