それでは、レーザによる加工方法(原理)を簡単に紹介します。
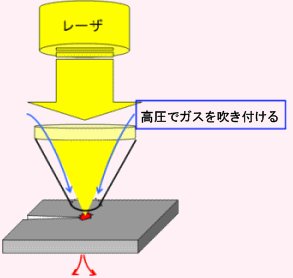
♦レーザ穴あけ、レーザ切断 ~ガスで吹き飛ばせ!~
レーザビームを集光させ、材料の温度を融点まで上げ、高圧でガスを吹き付けます。溶融した材料が、ガスにより吹き飛びます。ここで、加工を止めれば小さい穴の出来上がり。これが穴あけ加工になります。
※加工ガスは、金属なら酸素(燃焼反応を利用する)、非金属なら不活性ガス を利用すると良い。
次にレーザを照射したまま、材料を右へ左へ動かせば、さまざまな形状に 切断出来ます。これが、レーザ切断です。
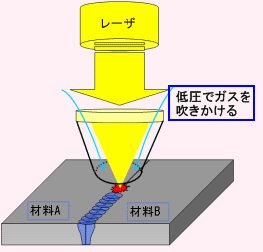
♦レーザ溶接 ~ガスは優しく~
レーザビームを集光させ、材料の温度を融点まで上げます。溶けた部分が大気中の酸素に触れない様にする為、不活性ガスを吹きかけます。 この時、ガス圧が高圧だと、溶けた部分が吹き飛んでしまうので、ガス圧は低く設定します。溶けた材料Aと材料Bが混ざり合います。材料の温度が下がり凝固点まで達すると、2つの材料が結合されます。これがレーザ溶接です。
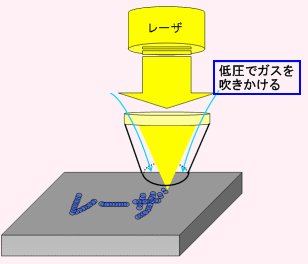
♦レーザマーキング ~色も付けられる~
レーザビームを集光させ、材料表面の温度を融点~沸点まで上げます。溶けた部分にガスを吹きかけます。ガスの種類によって、マーキングの色を変える事が出来ます。 (例:ステンレス材アルゴン:金色 窒素:白~銀色 酸素:黒色)
同じ場所で、照射を続けると溶けてしまうので、直ぐに移動させます。(材料表面だけを溶かします)
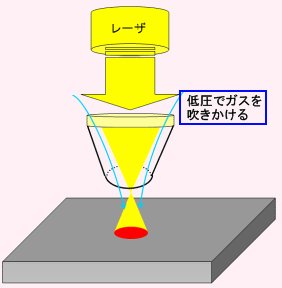
♦レーザ焼き入れ ~硬くなれ!~
レーザビームを広げ、鋼の温度を融点以下でかつ、変態点以上(911~1392℃)まで上げます。酸素に触れない様にする為、不活性ガスを吹きかけます。材料自身の熱拡散により、急速冷却されます。レーザの場合、急激に加熱する事が出来るので、金属自体が熱を伝導して 全体に熱が拡散するのを利用して、水や油を使わずに急速冷却が可能なのです。急速冷却によって、鋼の堅さが増大します。(焼き入れとは、日本刀を鍛える際に用いられる手法です)
レーザ加工の委託・導入をお考えの方はこちらもご覧ください!
レーザに関する情報が盛りだくさん!
レーザ加工なびTOPへ