レーザ加工Q&A Q2-5 レーザビームの集光特性を教えて下さい
レーザ光による加工では前報(Q1-6)で説明したM2とBPPで評価されるビーム品質と,加工光学系の焦点径や焦点深度が溶接や切断の加工特性に大きな影響を与えます。ここではレンズの収差(中心部を通るビームと周辺部を通るビームの集光する点のズレを言います)が起こらない光学系で集光した場合の集光限界を回折限界と称しており,この理想的な結像について以下に説明します。
集光光学系のビーム伝播特性を図7に示しますが,前報で示したビーム品質の関係式を次に再度表示します。なおλは光の波長です。
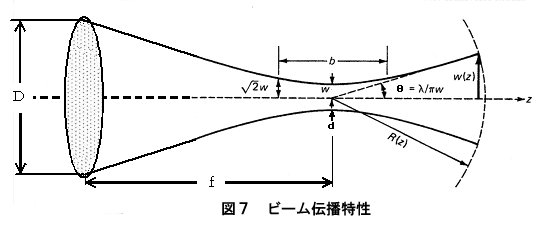
レーザビームをレンズやミラーで集光するとビームは一旦絞られ,その後広がって行きますが,ここでビームが最小に絞られた位置をビームウエストといい,同図のw(半径)またはd(直径)で示されます。なおθはビームの広がり角の半角を示します。
一方,焦点深度はビームウエスト半径wに対してビームが√2×wまで広がる光軸方向の距離をレイリー長さと言いますが,これを焦点深度と称しています。
したがって回折限界のレンズやミラーの集光系ではビームウエスト位置のビーム径を焦点径dまたはスポット径d,集光ビームのレイリー長さを焦点深度b,レンズへの入射ビーム径をD,焦点距離をfとすると,これらの関係式は次のように示されます。
d=4λfM2/(πD)=(4f/D)×BPP
b=2πw2/(λM2)=2w2/BPP=d2/(2×BPP)
これから各レーザの焦点径dはビーム品質のBPPやレンズの焦点距離fに比例して大きくなることが分かります。
なお,実際のレンズ設計ではこれにレンズの収差の影響を加算しなければなりません。ビーム径Dが大きくなると焦点径dは反比例して小さくなりますが,収差による焦点径dは逆に指数関数的に増大しますので,両者を考慮したレンズ設計が必要になります。
また,焦点深度bは溶接や切断の加工特性に大きく影響しますが,レイリー長さの焦点深度bは焦点径が√2倍になる範囲を言っていますので,エネルギー密度は半分に低下しており必ずしも加工できる焦点範囲とは厳密に一致していないので気をつける必要があります。
しかし,この計算評価は大いに加工特性に対応しますので参考になります。代表的な各種レーザ(約1kW)のBPP(前ページの図13を参照)と焦点深度の計算結果を表にまとめて示しました。
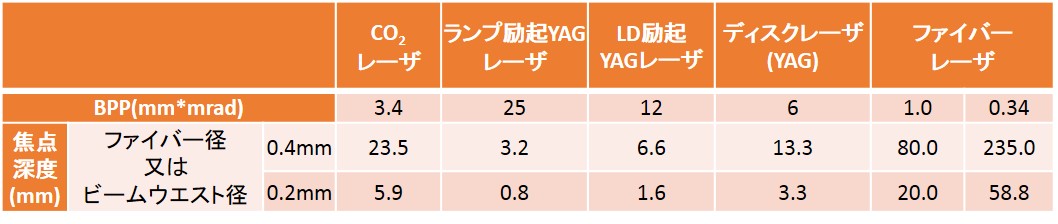
これによると,基本的に焦点径が大きいと焦点深度も深くなりますが,ファイバーレーザ(以下FBLと略称します)ではBPPが良いために焦点深度は突出して大きく,溶接の溶込みや切断の性能に大きな効果が期待されます。
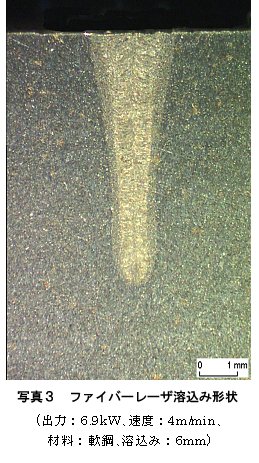
FBLで鋼板を溶接した時の溶込み形状の一例を写真3に示します。電子ビーム溶接に近い断面形状を示していますが焦点深度の効果かどうかは明白ではありません。今後の情報に期待しています。
「溶接技術」 2005年5月号~9月号 掲載 荒谷 雄 著
レーザ加工の事ならおまかせ!
本サイト運営会社レーザックスの紹介はこちら!
運営会社紹介ページへ
レーザに関する情報が盛りだくさん!
レーザ加工なびTOPへ


