レーザ加工の原理
♦レーザ加工の原理を解説!
♦レーザ穴あけ、レーザ切断~ガスで吹き飛ばせ~
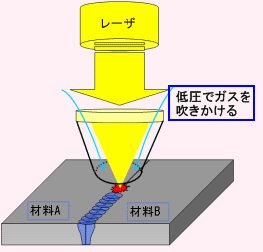
♦レーザ溶接~ガスは優しく~
♦レーザマーキング~色もつけられる~
♦レーザ焼き入れ~硬くなれ!~
子供の頃に、灼熱の太陽の下、汗を流しながら虫眼鏡を上下に動かし、ここだ!という所で暫く待つと、紙が燃え始める。そんな経験ありませんか?レーザ加工とは、この原理を利用した加工です。太陽が、レーザ光に変わり、虫眼鏡が専用のレンズに変わっただけです。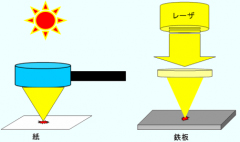
レーザビームをレンズで集光させると、焦点では非常に高いパワー密度になります。太陽光と虫眼鏡では、紙が燃える程度ですが、レーザビームを集光させると鉄板も簡単に溶けてしまいます。これは、レーザのエネルギーが鉄板の表面で吸収され、鉄板の表面温度が上昇し、瞬時に鉄の沸点に達する為です。
レーザは、容易に出力を制御出来ます。よって太陽の様に、雲の流れを心配する必要はありません。 簡単に出力を調整でき、照射する時間を調整する事によって、鉄板表面の温度状況をコントロールする事が出来ます。
加熱だけ行う
レーザ焼き入れなど
融点まで温度を上げる
溶接・切断、孔(穴)あけ加工など
沸点まで温度を上げる
マーキング、クリーニング加工など
という様に、この3つの温度状況をコントロールする事によって、レーザ加工を行なう訳です。
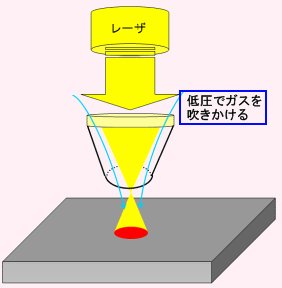
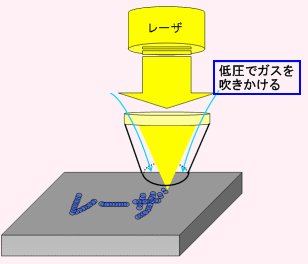
〇代表的なレーザ加工種の原理を解説!♦レーザ孔あけ、レーザ切断 ~ガスで吹き飛ばせ!~
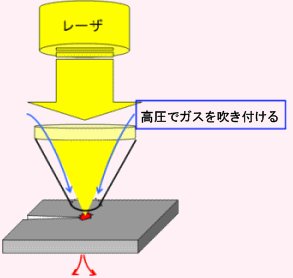
※加工ガスは、金属なら酸素(燃焼反応を利用する)、非金属なら不活性ガス を利用すると良い。
次にレーザを照射したまま、材料を右へ左へ動かせば、さまざまな形状に 切断出来ます。これが、レーザ切断です。
♦レーザ溶接 ~ガスは優しく~
♦レーザマーキング ~色も付けられる~
同じ場所で、照射を続けると溶けてしまうので、直ぐに移動させます。(材料表面だけを溶かします)
♦レーザ焼き入れ ~硬くなれ!~