レーザ加工Q&A Q2-7 レーザ溶接用のシールドノズルについて教えてください
レーザによるキーホール溶接を大気中で行うことがあります。これは溶接金属の溶融幅が狭いため大気との接触が少なく,また冷却速度が速いため化学反応時間が短いことから鋼材などの溶接に採用されることがあります。しかし,基本的には溶融金属が大気に触れると反応して溶接部に欠陥ができるのでAr,He,N2,CO2などで適宜シールドすることが必要で,広く使われている代表例を図10に示します。
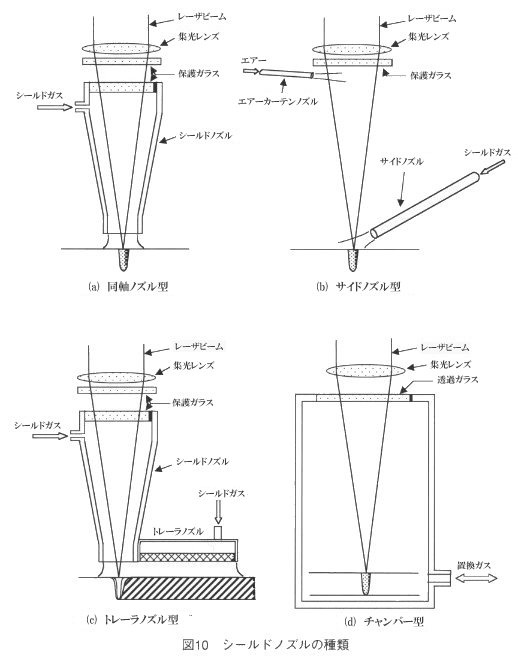
同軸ノズル型は同図(a)に示すようにレンズにヒュームが付着しないように保護ガラスを装着したノズルにシールドガスを流す構造になっています。その外観例を写真5に示しました。保護ガラスは掃除,交換しやすいようにスライド式のカートリッジに入れて着脱しやすくしています。
サイドノズル型は溶接部にサイドノズルからシールドガスを流して溶融金属を保護します。ノズル先端の形状,位置は注意しないと十分なシールド効果が得られない場合があります。材料やワーク形状によっては複数のサイドノズルをセットすると より優れた効果が得られます。また,キロワット以上の高出力で溶接したり,短焦点のレンズを使用したりするとスパッタで保護ガラスが傷むので同図に示すようにガラスの下にエアカーテンノズルを設け,高速のエアガス流でガラスを保護しています。
高速度で溶接する場合や活性な材料を溶接する場合は同図(c)に示すように同軸ノズルにトレーラノズルを取りつけています。
非常に活性な材料(Zr,Mgなど)で大気汚染を極力嫌う場合は同図(d)に示すようにチャンバーの中にワークを入れ一度真空にしてからガスを封入し,ガラス窓越しにレーザ溶接する方法もあります。
「溶接技術」 2005年5月号~9月号 掲載 荒谷 雄 著
レーザ加工の事ならおまかせ!
本サイト運営会社レーザックスの紹介はこちら!
運営会社紹介ページへ
レーザに関する情報が盛りだくさん!
レーザ加工なびTOPへ


