レーザ加工Q&A Q2-4 YAGレーザの伝送方法を紹介して下さい。
Nd:YAGレーザの波長では光ファイバーにエネルギーがほとんど吸収されないので,レーザビームをファイバー伝送することができます。またファイバーは屈曲性があるので加工のフレキシビリティに富み,ロボットを使用したシステムも容易に組めるようになります。
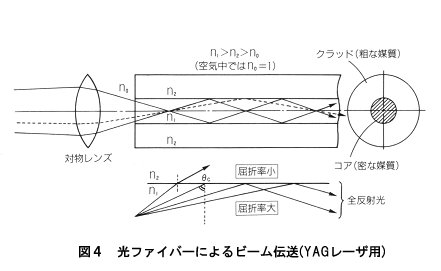
光ファイバーは図4に示すように中心部のコアと外周部のクラッドからなり,図示していませんが,さらに外周部は保護用の被覆材で覆われています。コアおよびクラッドは高純度の石英ガラスでできていますが,それぞれ違うドーピング材を入れて屈折率を変えてあります。
発振器自体は塵埃,熱,湿気,振動,等の外乱から堅牢に守られていますが,加工点までの伝送空間や加工点近傍 ではとくに塵埃や金属蒸気が多く,ミラーの表面が汚れやすくなっています。そのためレーザビームのエネルギーでミラーの表面が熱反応で汚染され機能が低下 するので注意を要します。
コアにはクラッドの界面で屈折率が急激に変わるステップ・インデックス(SI)型と,境界で緩やかに屈折率が変わるグレーテッド・インデックス(GI)型があります。ビームエネルギーはSI型では図5(a)に示すように山高帽子のようなフラットトップのエネルギー分布になります。
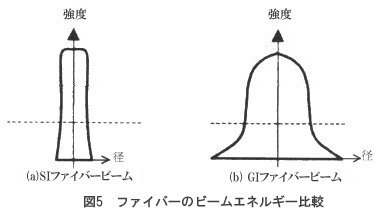
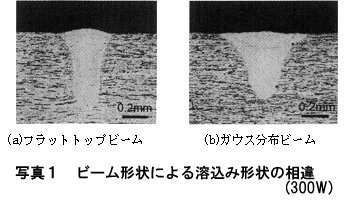
一方,GI型では同図(b)に示すようにガウス分布に近いエネルギー分布になります。それぞれの溶接溶込みに与える違いはエネルギー分布が反映されており,写真1に示すようにフラットトップのビームでは深溶込みのビードとなり,一方,ガウス分布のビームではお椀のような浅めの溶込み形状になります。
一般に高出力Nd:YAGレーザではSI型が使われており,ビームは反射伝播するため光の速度が一様でなくマルチモードとなっています。シングルモードの伝送ではコア径が細い(数ミクロン)ファイバーを用いてビームの反射を減らしています。
マルチモードのファイバー径(コア径)は0.1~0.8mmが出力に応じて使用されています。またファイバー の長さは最長で200mの例もありますが,10~60mで使用されることが多いようです。損失はファイバーの端面で10%程度,ファイバー伝送中はほとんどないと言われています。
屈折率の異なる材料を透過する光は境界面で屈折しますが,入射角が臨界角θc(θc=sin-1(n2/n1))より小さいと先の図4に示すように光の一部はクラッドを透過します。しかし臨界角θcが大きいと光はクラッド界面で全反射してコア内を伝播させることができます。この現象は池の水面を上から覗くと底の石が浅い位置に見えますが,水平に近い角度で見ると対岸の景色が反射して見えるのと同じことです。
また,伝播可能な最大入射角度の正弦値をその光ファイバーの開口数(NA値)と呼んでおり,
NA=n0(n12-n22)1/2=sinθ
(コア屈折率n1>クラッド屈折率n2>大気中屈折率n0,n0=1)
で計算されます。一般にNA=0.2~0.3にとることが多いようです。ファイバーコネクターの外観例(Optoskand社)を写真2に示します。ファイバーケーブルには断線や発熱異常を検出する配線が埋め込まれており異常検出ターミナルから取り出されます。

レーザ光はコアの中で全反射伝播しているのでファイバーを過度に屈曲させないような取り扱い上の注意が必要で す。一般に屈曲半径は200mm以上,丸めた時の径は400mm以上と言われています。また,ファイバー中のレーザはエネルギー密度が高いので端面は極力クリーンでなければならず,交換の際も防塵に対して細心の注意が必要であります。
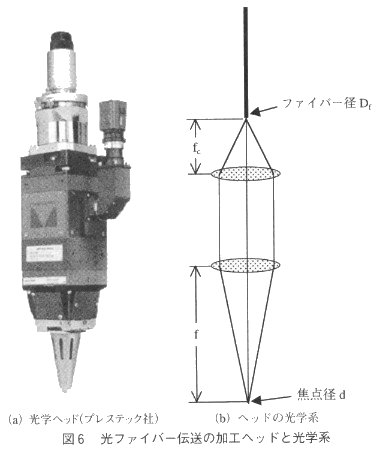
光ファイバーの出力端部は図6(a)に 示すような光学レンズを組み込んだ光学ヘッドに接続されますが,その焦点径は同図(b)に示すように加工ヘッドの入射側のコリメーションレンズの焦点距離 fcと,出射側の集光レンズの焦点距離fの比で決まります。ファイバー径をDfとすると加工点の焦点径dは次式で示されます。
d=(f/fc)×Df
したがって出射側の焦点距離fを2倍にすると焦点径dも2倍になります。メーカーではいろいろな焦点距離の加工レンズを用意しているので加工目的に応じた焦点径を選択することができます。
「溶接技術」 2005年5月号~9月号 掲載 荒谷 雄 著
レーザ加工の事ならおまかせ!
本サイト運営会社レーザックスの紹介はこちら!
運営会社紹介ページへ
レーザに関する情報が盛りだくさん!
レーザ加工なびTOPへ


