新たな軌跡!LuX4号機の【技】で示す 工数改善への道筋とは!?
LuX4号機は優秀な小型レーザカッティングマシン
2024年3月号のレーザックス通信で紹介したレーザックス本社工場の最新導入設備LuX4号機は、コンパクトサイズでありながら優秀な機能満載のレーザカッティングマシンです。
【LuX4号機の特徴】
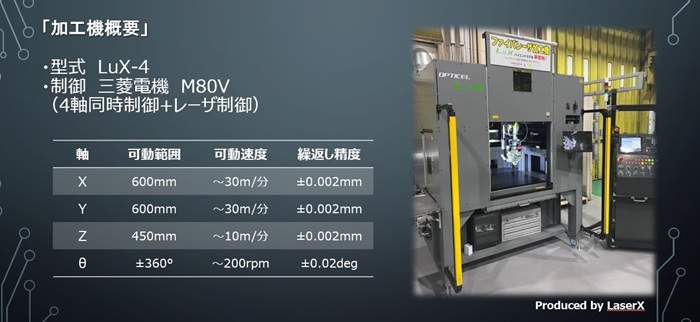
◆駆動軸にリニア駆動を採用。高速・高精度な走査が可能!
◆NC制御に三菱電機製「M80V」を採用。レーザ条件切替えやドロス・リダクション制御など、
レーザ条件最適化により高精度なレーザ加工を実現!
◆コヒレント製シングルモードファイバーレーザを搭載。
最大出力2kW、レーザ出力の調整下限が1%からでき、レーザ条件を細やかにコントロール!
★前回の記事はコチラ☟
これぞ【THE!LASER!】の高精度!?本社工場で稼働開始!LuX4号機とは?
今回はLuX4号機のまだ紹介していない機能「フライカット加工」について説明したいと思います。
生産力アップ?フライカット加工とは?
プログラム指令位置とモータエンコーダーから取得したフィードバック位置を照合し、軸停止をせずにレーザビームON/OFF制御を行う機能です。(下図参照) 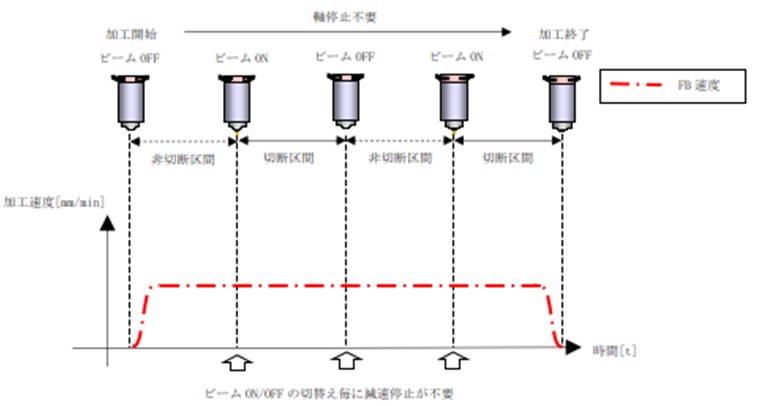
通常加工では加工開始点/終了点で軸停止をしてからレーザビームをON/OFFするのに対して、フライカット加工は軸停止することなく加工ができるため、加工時間の短縮につながります。
◆フライカット加工をもう少し分かりやすく
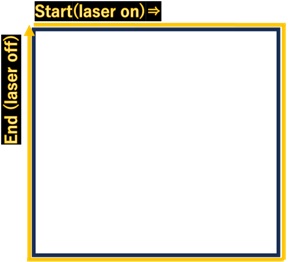 |
例えば、四角をレーザカットで切り出したい場合に、左図のように四角を描くようにレーザを照射しながら走査します。 |
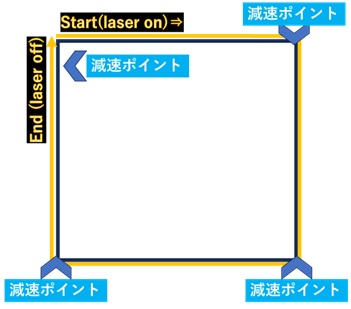 |
走行中はオーバーランを防ぐ為、どうしても角部と終点部で減速ポイントが発生します。 又、減速ポイントでは熱入りが多くなるので、少なからず直線部より熱影響も大きくなります。 |
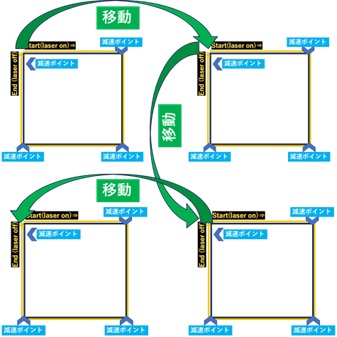 |
そして、これを4つカットするとなると、1つカットするごとに停止⇒次のカットスタート位置へ移動という動きを繰り返す事になります。細かく工程を表すと無駄が多い気がしますが、これが一般的です。 |
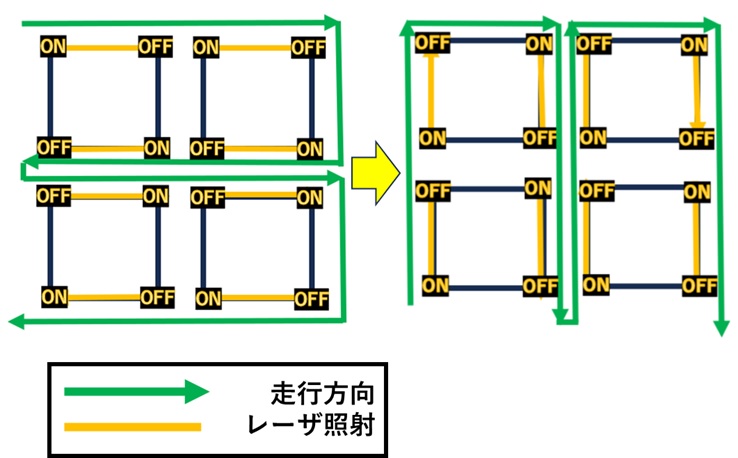
フライカット加工は、直線的な動作の中でレーザのON/OFFの制御をする事ができます。上図のように「井の字」を書くようにカットする事で、【減速・停止が無くなる分、工数削減】【角部形状のエッジがたつ】【減速ポイントが形状の外なので熱影響も受けない】と複数のメリットが生まれます。加工数が多いほど効いてきますね。
◆実際に従来加工とフライカット加工を比較してみよう!
実際に従来加工とフライカット加工を比較した動画をご覧ください。
今回、マス数が少なく単純四角形状であったため時間の差としては僅かでしたが、実際に生産数が増えると時間の差は確実に違ってきます。
量産向けの制御機能も備えているLuX4号機はコンパクトでありながら高精度・高生産性を両立することができる1台と言えるでしょう。
LuX4号機の機能はレーザ溶接でも使える!
LuX4号機に備え付けられている制御技術はレーザカットだけでなく、レーザックスではレーザ溶接でも使っています。今回はそんな事例を少しご紹介します。
◆ドロス・リダクション制御はレーザ溶接でも本領発揮!
ドロス・リダクション制御(以下、DR制御)とは速度に合わせてレーザ出力を調整する制御のことです。DR制御を溶接で使用すると、コーナー部などの加減速部でも溶け込み深さを均一にすることが出来ます。
サンプルとして下写真左のように渦巻き状のビードオンプレートを実施、溶け込み深さを確認してみました。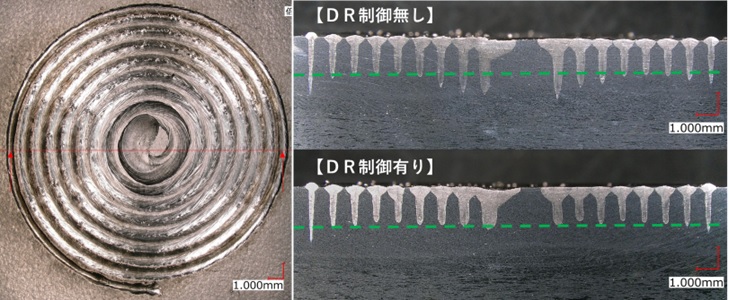
DR制御無しの溶け込み断面(写真右上)は中心部の減速する部分で深く溶け込んでいるのに対し、DR制御有りの溶け込み断面(写真右下)は中心部でも均一な溶け込み深さを得られているのが分かります。
特にCW溶接では減速部での溶け込み制御が難しいため、DR制御を使うことで簡単に解決することが出来ます。
またパルス溶接では、減速部での周波数を制御することで等ピッチのパルス溶接を行うことが出来ます。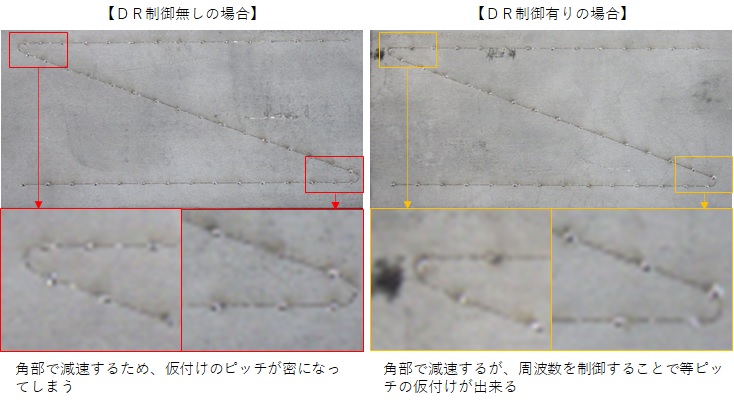
サンプルはZ文字のライン上に仮付けを想定したものです。
Z文字の角に当たる部分は角度がキツく、動作上どうしても減速せざるを得ません。 DR制御無しの場合は減速部で仮付けが密になりますが、DR制御有りの場合は減速部でも等間隔で仮付けが出来ています。
応用事例として、電池ケースをパルス溶接するときのコーナー部制御にDR制御が適応出来ます。コーナー部はやはり減速によりパルス点が密になり入熱過多となり、丸く仕上がってしまう傾向にあります。DR制御を使えばコーナー部もきれいな溶接ビードを形成することが出来ます。
レーザックス本社工場(愛知県知立市)にて本格稼働中!
生産性の高いLuX4号機は、受託加工にもピッタリ!
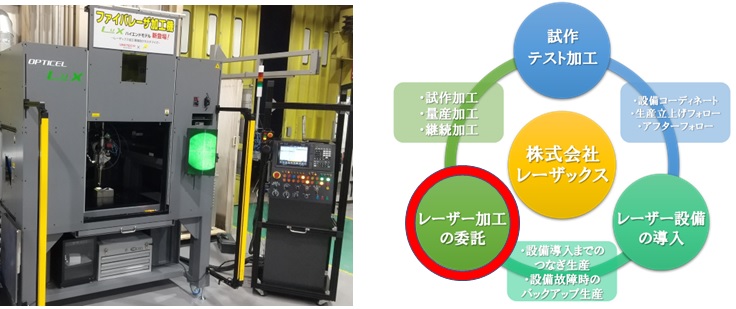
今回ご紹介しましたレーザックス最新加工機、LuX4号機は本社工場(愛知県知立市)にて 現在本格稼働を開始しており、試作試験・受託加工を絶賛受けたまわっております!
LuX4号機はリニア駆動による高速・高精度な加工が可能。最新のNC装置も採用している高い生産性を持った加工機となり、数モノの受託加工にもピッタリな一台となっております。
「生技要件で大量のデータ取りが必要、継続試験に対応できるところって無いかな…?」
「そこそこ数量のある量産案件があるけど、設備投資をするまでではないかなぁ…」
「現行品増産の話が出ているが自社ではキャパオーバー、外注で委託できる加工業者を探している。」
そんな時は試作委託・量産委託の外注先として、是非レーザックスでLuX4号機を試してみませんか? 1個からの試作・テスト加工から始めることが可能、経験豊富なオペレーターがお客様の加工をサポートいたします!
もちろん、LuX4号機以外にも加工機が充実!お客様の求める加工に応じた加工設備を提案いたします。レーザ加工の委託・導入を検討されておりましたら、是非ご活用ください!
 |
☜関連記事はコチラ! レーザ加工導入の際は是非!レーザジョブショップのすゝめ |
 |
 |
◆◆◆レーザックスは1個の試作・テスト加工からでもOK、ぜひご相談ください。◆◆◆
 |


