分岐DOEを使って遊んでみました!
分岐DOEを使ってどんなことが起きるんだろう?!
ファイバーレーザは各発振器メーカが、特徴のある光源を開発し、しのぎを削っている。
最近では、モード可変タイプの光源も存在し、溶接時に発生するスパッタを抑制するといったケースがみられるようになってきた!
でも、、、よくよく考えたらうちの会社には多くのマルチモードのファイバーレーザが存在する。
さすがに新品のモード可変レーザを大量に購入するわけにもいかず、、、
だったらファイバーから出た後の光を整形して、加工現象がどう変わるかをまずは見てみよう。
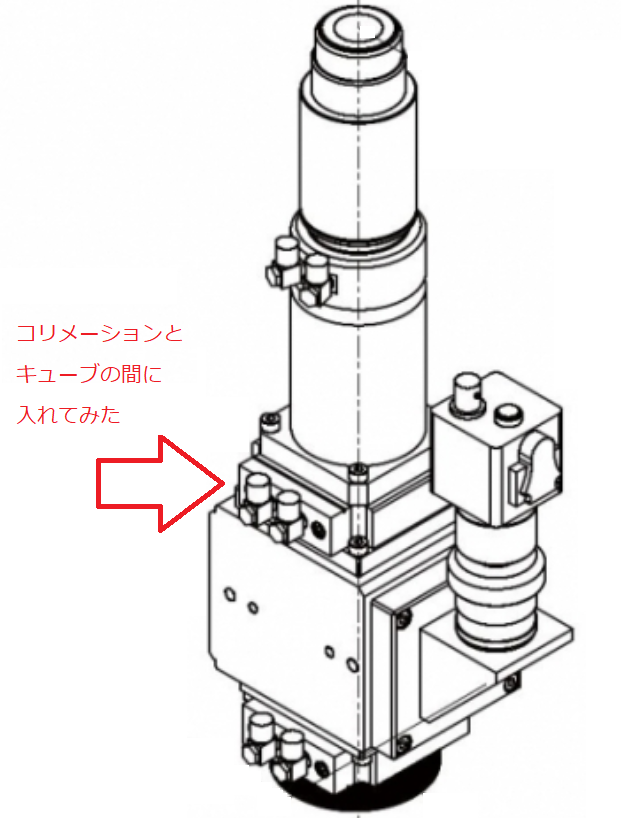
ということで、住友電工さんに協力してもらい、分岐DOEを、弊社加工ヘッドOPTICEL D50Sに組み込んでみました。
弊社加工ヘッドの外観図のページ
https://laser-navi.com/opticel/laser-processing-head/basemodel/basemodel-drawing.html
住友電工さんの分岐DOEの紹介サイト
https://www.sumitool.com/products/laser-optics/fiberlaser/fiber-doe.html
お貸出しいただいたのは、分岐数3×3、回折効率92%のもの
ということはレーザの出力が8%ダウンするのか、、、高出力の発振器では
出力のロスで加工ヘッドが熱を持ってしまうかも、、、?と思いながらも
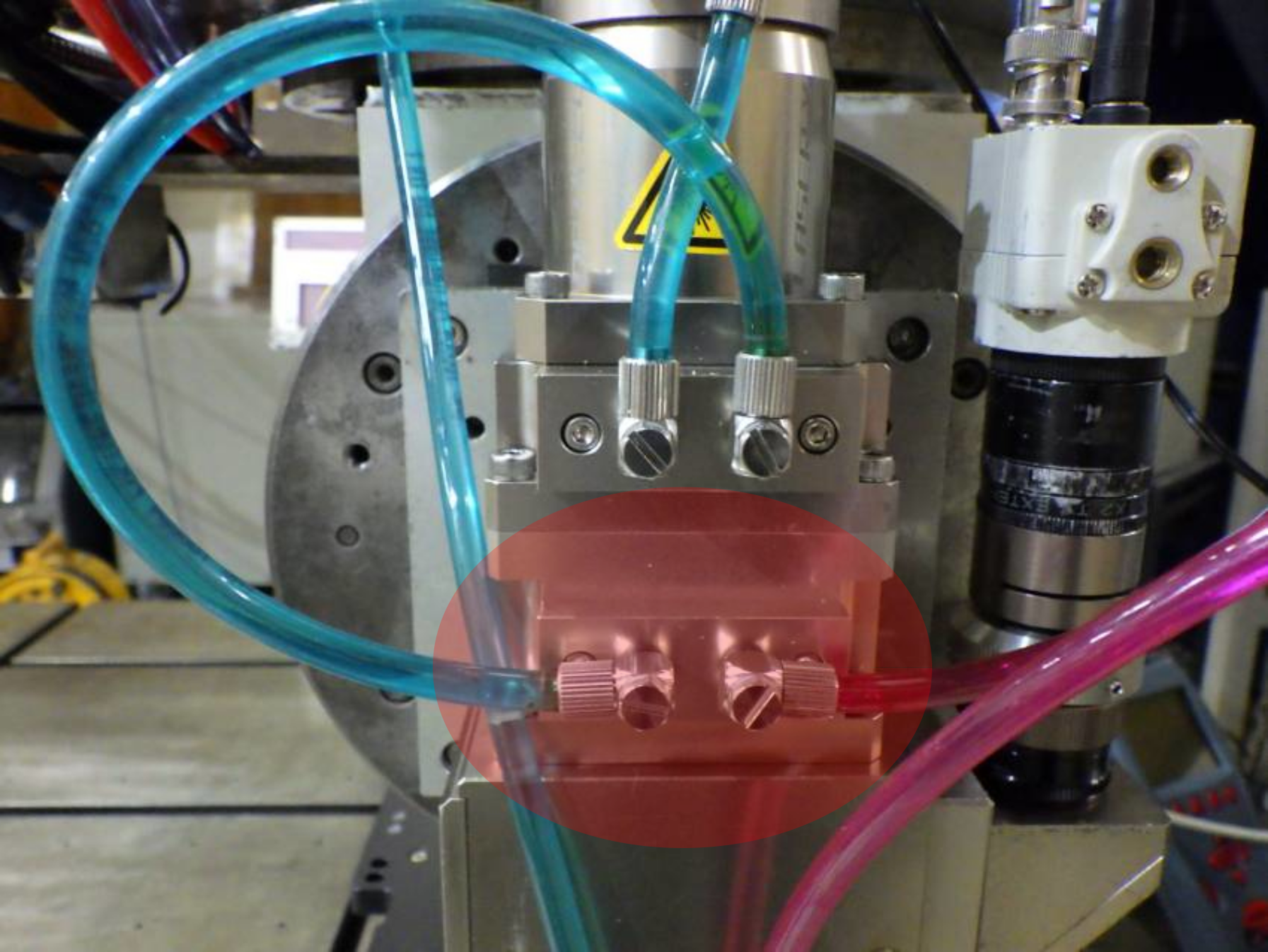
コリメーションレンズユニットとキューブユニットの間に組み込んでみました。
住友電工さんによると、素子を組み込む場所は、フォーカシングレンズの後でもよいとのことでしたが
観察光学系ユニットを通して見ると同軸カメラの画像がえらいことになるので、、、というのが理由でした。
(フォーカシングレンズの後に挿入し、挿入位置の高さを変えると、分岐ピッチが変えられるそうだ)
ちなみにこの「素子ホルダ」後付けで購入可能ですので、興味のある方は営業まで連絡ください!
さてさて、とは言っても、出力ロスも嫌なので、、、
パワー測定してみよう!
あれれ、、、
ほとんど出力ロスないんですけど??(計測誤差レベル)
住友電工さんに聞いてみたら、「パワーメータの開口径大きくないです?」
とのこと
たしかに大口径のものを使用している。
どうやら住友電工さんの言う、回折効率は肝となる部分の効率であり、
パワーの損失という考えではないらしい。
よって素子自体は両面コートしているので、そこまで警戒しなくてもよさそう。
ということで
フォーカスモニタで計測してみよう
見事に、3×3分岐のプロファイルが得られました!!
分岐DOEは、ビームシェイパと異なり光軸調整が不要というのが、すごくうれしいところです。
また、しっかりと分岐したところのインフォーカス側に着目すると、何やら矩形ビームのようになってます。
これはこれで面白そうです!
溶接してみよう!
面白いプロファイルが取れたので、同一出力、同一速度でDOE素子有/無で溶込み断面を観察してみました。
熱処理(焼き入れ)のような条件にしようと思ったら、溶接になってしまいましたが、DOE素子を入れることによって溶込み形状を変えることができました!
断面積の差は、やはりエネルギー密度が利くので致し方ないところ。
素子の種類によっては、一列にしたり、モード可変レーザのように中心が強く、リングのように周りに配置するようなものも可能だそうです。
小ネタですが、うちの加工技術者が、
「これ焦点出しを実際のワークに照射して確認する場合は、判断が難しいぞ!」
とのことでした。
フォーカスモニタでしっかり焦点位置を確認して加工する必要性がありそうです。
素子がある間は、レーザテクニカルセンターにて加工試験対応可能です!
レーザに関する情報が盛りだくさん!
レーザ加工なびTOPへ
ファイバーレーザは各発振器メーカが、特徴のある光源を開発し、しのぎを削っている。
最近では、モード可変タイプの光源も存在し、溶接時に発生するスパッタを抑制するといったケースがみられるようになってきた!
でも、、、よくよく考えたらうちの会社には多くのマルチモードのファイバーレーザが存在する。
さすがに新品のモード可変レーザを大量に購入するわけにもいかず、、、
だったらファイバーから出た後の光を整形して、加工現象がどう変わるかをまずは見てみよう。
ということで、住友電工さんに協力してもらい、分岐DOEを、弊社加工ヘッドOPTICEL D50Sに組み込んでみました。
弊社加工ヘッドの外観図のページ
https://laser-navi.com/opticel/laser-processing-head/basemodel/basemodel-drawing.html
住友電工さんの分岐DOEの紹介サイト
https://www.sumitool.com/products/laser-optics/fiberlaser/fiber-doe.html
お貸出しいただいたのは、分岐数3×3、回折効率92%のもの
ということはレーザの出力が8%ダウンするのか、、、高出力の発振器では
出力のロスで加工ヘッドが熱を持ってしまうかも、、、?と思いながらも
 |
 |
 |
住友電工さんによると、素子を組み込む場所は、フォーカシングレンズの後でもよいとのことでしたが
観察光学系ユニットを通して見ると同軸カメラの画像がえらいことになるので、、、というのが理由でした。
(フォーカシングレンズの後に挿入し、挿入位置の高さを変えると、分岐ピッチが変えられるそうだ)
ちなみにこの「素子ホルダ」後付けで購入可能ですので、興味のある方は営業まで連絡ください!
さてさて、とは言っても、出力ロスも嫌なので、、、
パワー測定してみよう!
| 入力値 | DOE素子無 出力値 | DOE素子有 出力値 |
| 1000W | 960W | 950W |
| 2000W | 1930W | 1910W |
| 3000W | 2890W | 2880W |
あれれ、、、
ほとんど出力ロスないんですけど??(計測誤差レベル)
住友電工さんに聞いてみたら、「パワーメータの開口径大きくないです?」
とのこと
たしかに大口径のものを使用している。
どうやら住友電工さんの言う、回折効率は肝となる部分の効率であり、
パワーの損失という考えではないらしい。
よって素子自体は両面コートしているので、そこまで警戒しなくてもよさそう。
ということで
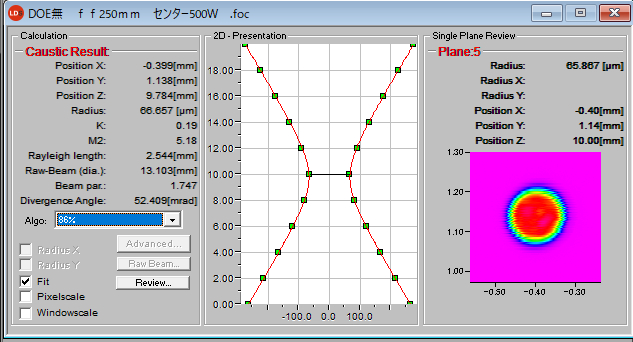
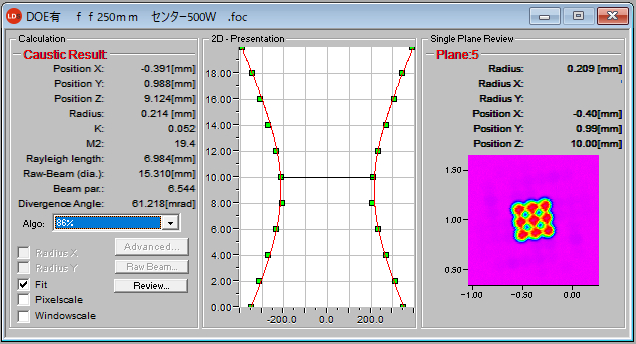
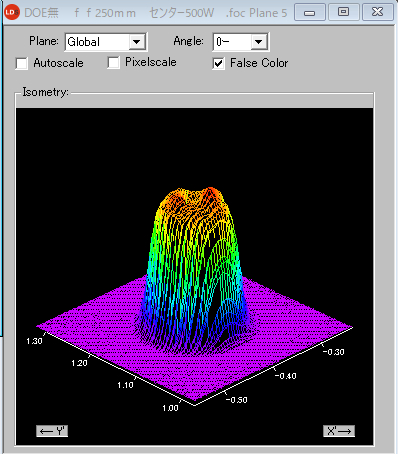
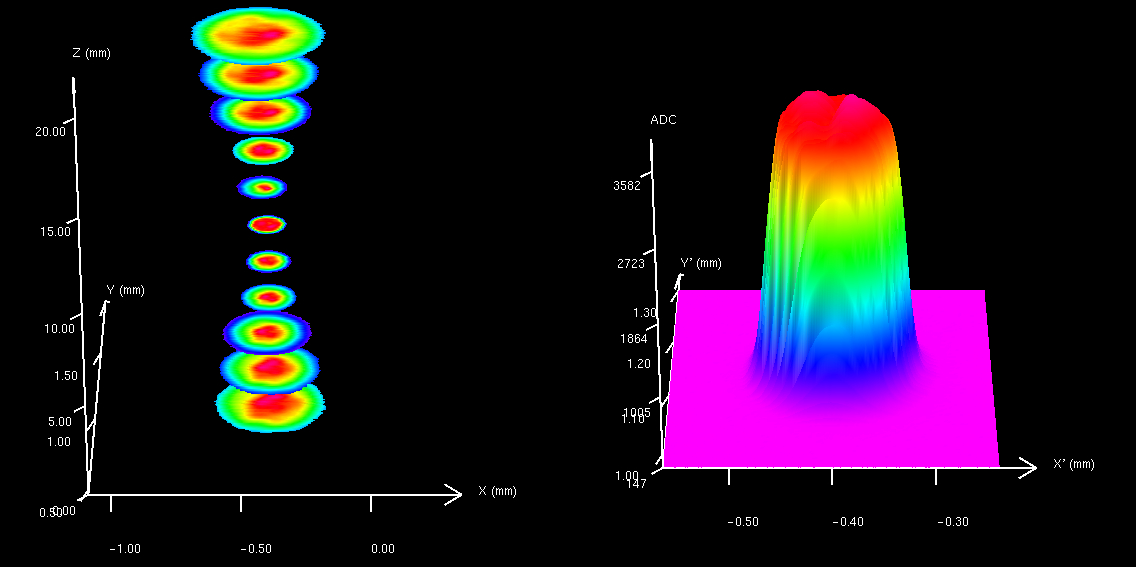
フォーカスモニタで計測してみよう
| DOE素子 無 | DOE素子 有 |
 |
 |
 |
 |
 |
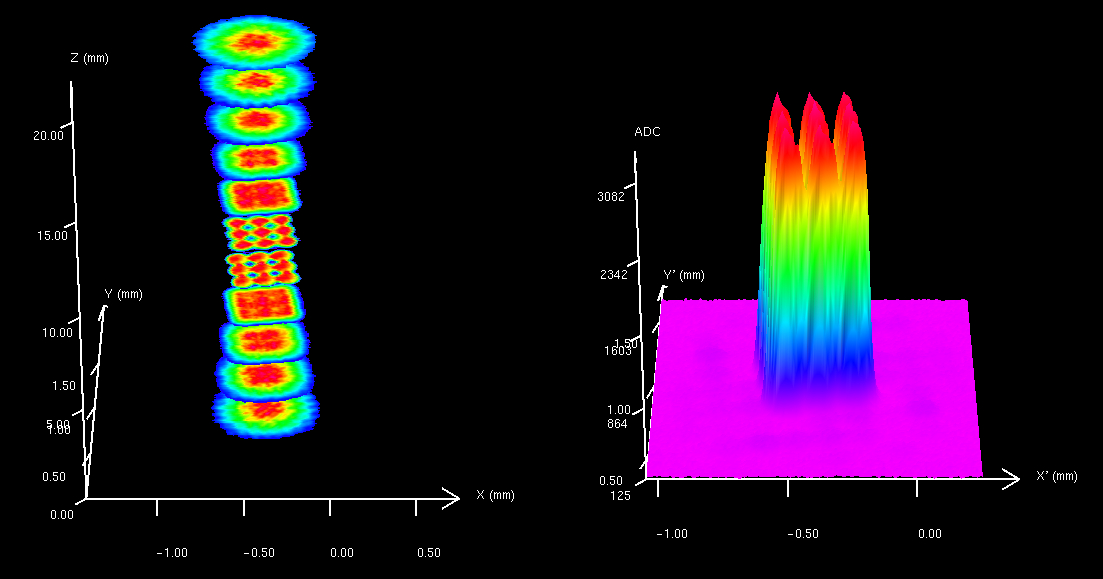 |
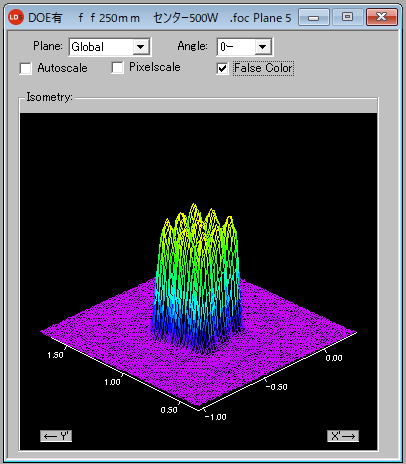
見事に、3×3分岐のプロファイルが得られました!!
分岐DOEは、ビームシェイパと異なり光軸調整が不要というのが、すごくうれしいところです。
また、しっかりと分岐したところのインフォーカス側に着目すると、何やら矩形ビームのようになってます。
これはこれで面白そうです!
溶接してみよう!
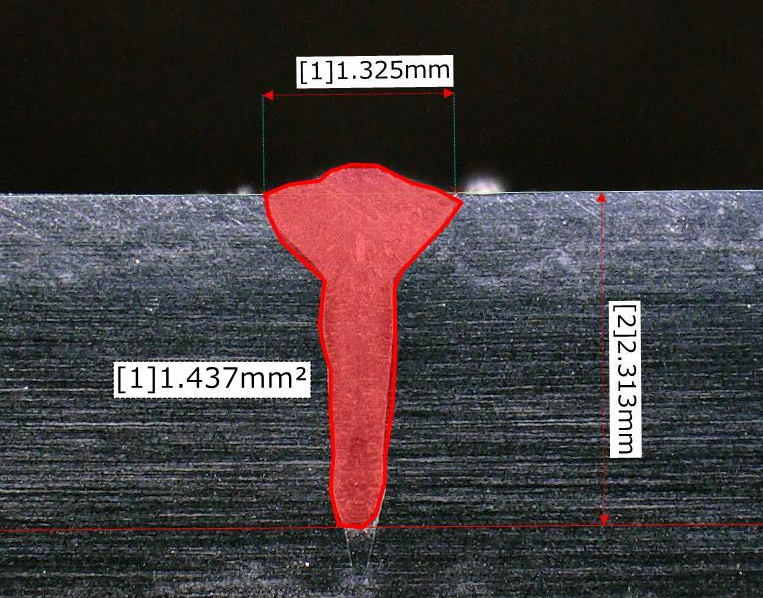
面白いプロファイルが取れたので、同一出力、同一速度でDOE素子有/無で溶込み断面を観察してみました。
| DOE素子 無 | DOE素子 有 |
 |
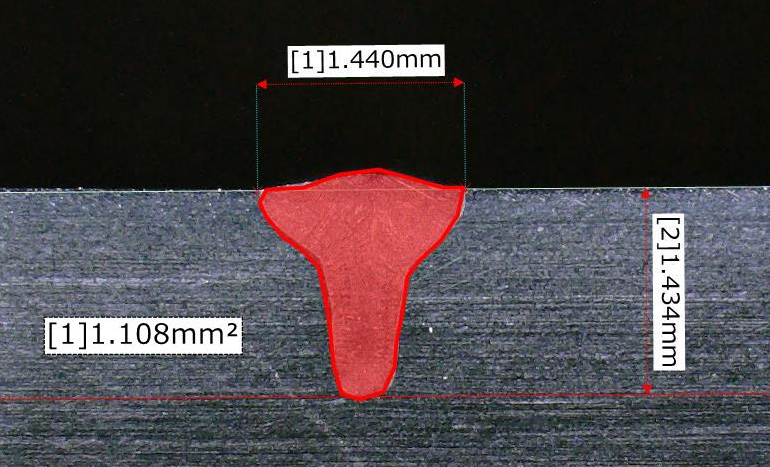 |
| 溶込み深さ 2.313mm | 溶込み深さ 1.434mm |
| 幅 1.325mm | 幅 1.440mm |
| 断面積 1.437mm2 | 断面積 1.038mm2 |
熱処理(焼き入れ)のような条件にしようと思ったら、溶接になってしまいましたが、DOE素子を入れることによって溶込み形状を変えることができました!
断面積の差は、やはりエネルギー密度が利くので致し方ないところ。
素子の種類によっては、一列にしたり、モード可変レーザのように中心が強く、リングのように周りに配置するようなものも可能だそうです。
小ネタですが、うちの加工技術者が、
「これ焦点出しを実際のワークに照射して確認する場合は、判断が難しいぞ!」
とのことでした。
フォーカスモニタでしっかり焦点位置を確認して加工する必要性がありそうです。
素子がある間は、レーザテクニカルセンターにて加工試験対応可能です!
レーザに関する情報が盛りだくさん!
レーザ加工なびTOPへ



