様々な業界で実用化されています! 接着剤が要らない接合技術!レーザ樹脂溶着のご紹介

♦レーザの特性を活かした接合技術です!
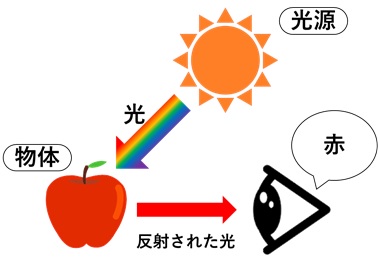
| <光の性質> 私たちが物体の色として見ているのは、物体に当たって跳ね返った光または通り抜けた光が目に届き、感じた色です。 物体に光が当たると表面で「反射」「吸収」「透過」のいずれかが起こります。光の波長と物体の特性で物体から目に届く波長が決まり、色として認識しています。 |
 |
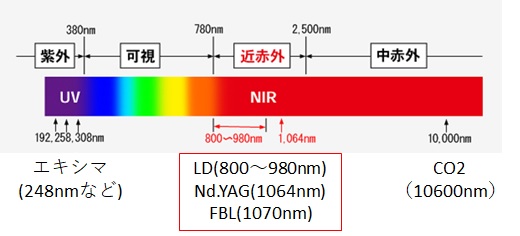 |
<レーザの性質> 光には「波長」があり、レーザ光は作り出すときの励起方法によって波長が異なります。代表的な例は左図となり、レーザ樹脂溶着では近赤外線の波長のレーザ(以下、IRレーザ)が主に使われています。 |
IRレーザは樹脂材料に対し「透過」または「吸収」の特性を持ち、レーザ樹脂溶着はその特性を上手く活かした接合技術なのです。

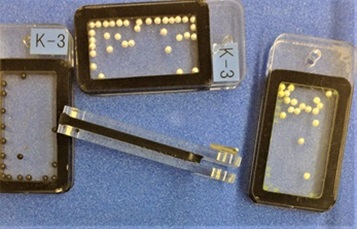
♦レーザ樹脂溶着の原理
『熱可塑性樹脂』で『重ね継手』であることが基本条件となります。 重ねる樹脂材の上板が「光を透過する材料」下板が「光を吸収する材料」で組み合わせ、レーザの性質を活かし、上板を透過し下板でレーザ光を吸収して熱が発生し、上板と下板の合わせ部が溶け、接合する技術です。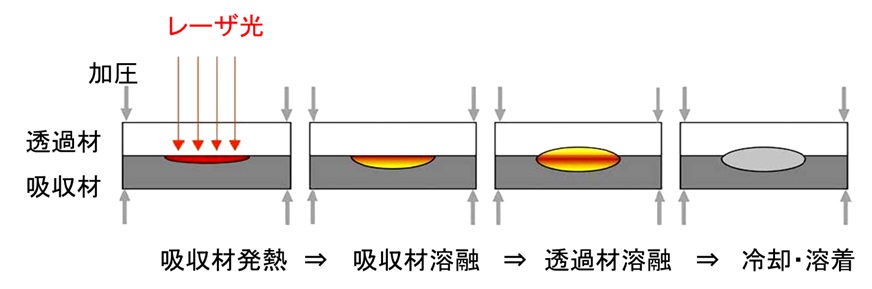
接着剤を使用しないため「塗りムラ」や「乾燥不足」による品質バラつきの改善、乾燥工程が不要となるため「工程のスリム化」や「製造コストの削減」などが可能となります。
♦レーザ樹脂溶着の特徴 (他加工法との比較)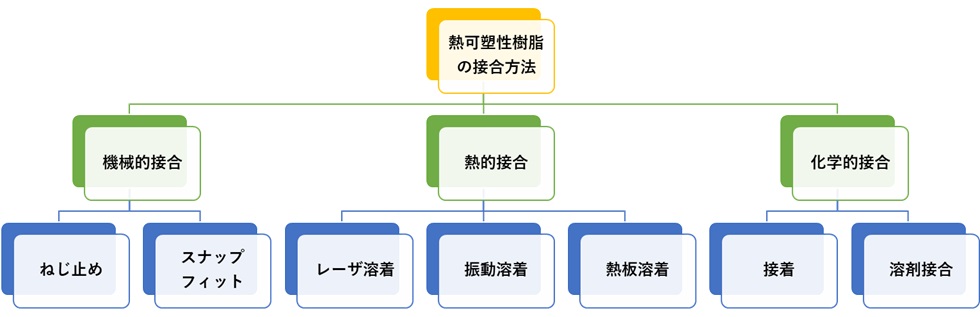
図:熱可逆性樹脂の主な接合方法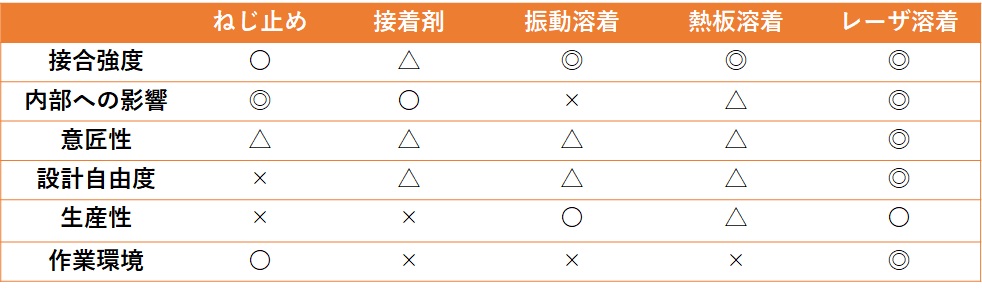 図:熱可逆性樹脂における主な接合方法の比較
図:熱可逆性樹脂における主な接合方法の比較
| <長所> ・接合部の品質信頼性が高く、リーク漏れの無い溶着が出来る ・電子部品など内蔵物を入れたまま、溶着が出来る ・視認できるようなレーザ照射痕跡が表面に現れにくく、外観がキレイ ・形状、寸法による制約が少なく、設計自由度がある ・再現性の高い加工法であり、自動化がしやすい <短所> ・継手形状に制約がある(重ね継手限定) ・さらに上板は透過材でなければならないため、色の統一感が出しにくい ・施工中の溶着部の密着、圧力の維持が必要 ☝良いレーザ樹脂溶着には治具が重要!レーザックスの強みはここにあり! |
 |
♦レーザ樹脂溶着は『治具が重要!』
レーザックスではレーザ樹脂溶着用の汎用治具があり、直ぐに試作やトライが実施出来ます。 また、板金加工や3D樹脂プリンターでワーク形状や用途に合わせた治具もご準備出来ます。
 |
 |
♦レーザ樹脂溶着のすべてが分かる動画がコチラ!少し長い動画ですが是非最後までご覧ください!
♦さらに品質向上へ、レーザックスではクリーン環境もご提供できます!
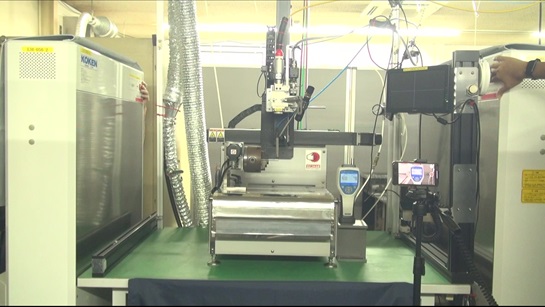 |
レーザ樹脂溶着では、溶着部にコンタミを挟み込んでしまうと、そこで接合不良が発生します。 また、レーザ樹脂溶着は各業界で広く使われている技術ですが、医療機器関係で使われている部品も多くあり、出来ればクリーン環境下で加工したい・・・。 レーザックス本社工場では今期『オープンクリーンシステム』を導入し、クリーン環境下でのレーザ加工もご提供しております。 |
・クリーン環境でレーザー加工ができるようになりました!←クリックで記事にリンク致します。
・『どこでもクリーンルーム』は前後工程のクリーン環境も簡単にご提供!←クリックで記事にリンク致します。
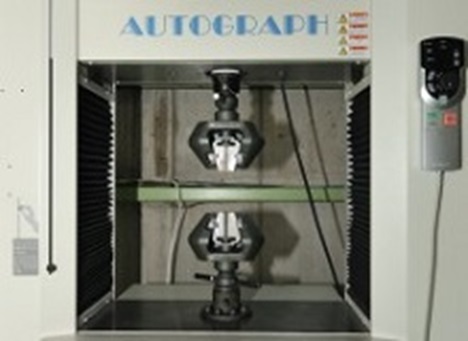
レーザックス本社工場ではオートグラフも所有しており、試験片レベルの形状であれば、接着強度を確認しながら試作やトライを進めることが出来ます。 他、マイクロスコープなどで破断状況の確認など、評価設備も充実しております。 |
 |
◆◆◆◆◆◆レーザックスは1個の試作・テスト加工からでもOK、ぜひご相談ください。◆◆◆![]()
![]()



