レーザ屋が語ります!レーザ屋で出来ます! レーザ溶接と双璧を成す電子ビーム溶接!

♦…ところで、電子ビーム溶接 とは??
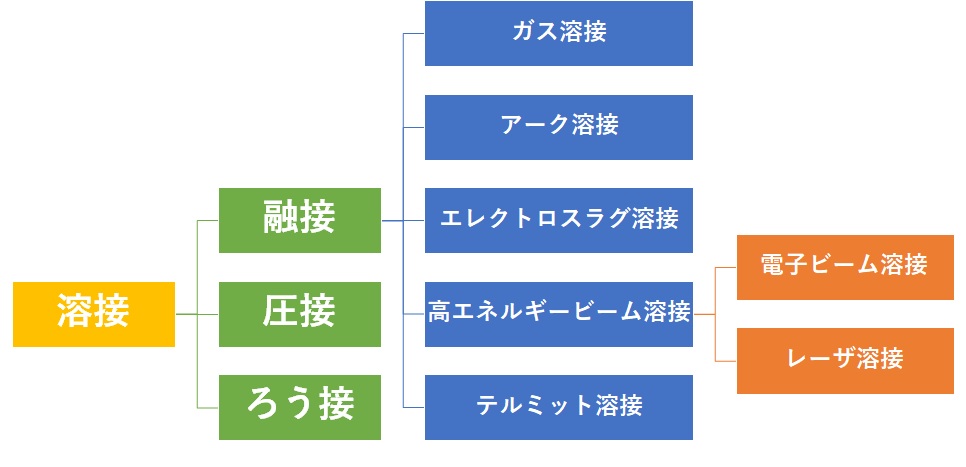
接合技術の大別のうち、材質的接合を「溶接」と分類されますが溶接の中でも上表のように機構や熱源により細かな分類があります。レーザックスが主の熱源としているレーザ溶接は『高エネルギービーム溶接』に属しており、その仲間に電子ビーム溶接も属しております。
| 【高エネルギービーム溶接の特徴】 ●小入熱で深い溶け込みの溶接が出来る ●熱影響部が狭く、母材の劣化が少ない ●溶接ひずみが少ない ●高融点金属も容易に溶接が出来る また後述しますが「レーザ」「電子ビーム」それぞれにも特徴があり、レーザックスでは双方の特徴・材料との相性・要求品質・生産性(コスト)などを考え、ベストマッチなご提案をしております。 |
 |
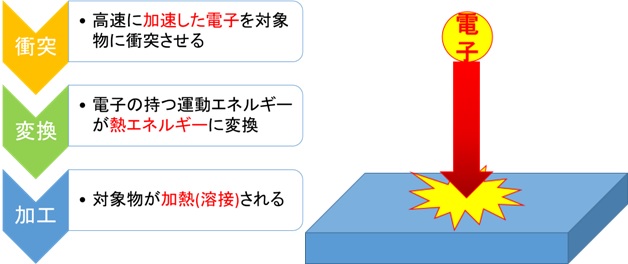
♦電子を衝突させて溶かす!それが電子ビーム加工の原理!
| 電子ビーム加工は、文字通り「電子」を使います。 電子に電圧を掛け電子を加速させ、高速に加速した電子を対象物に衝突させます。 その時の衝突エネルギー(運動エネルギー)が熱エネルギーに変換されることで、対象物が加熱→溶融されます。 |
 |
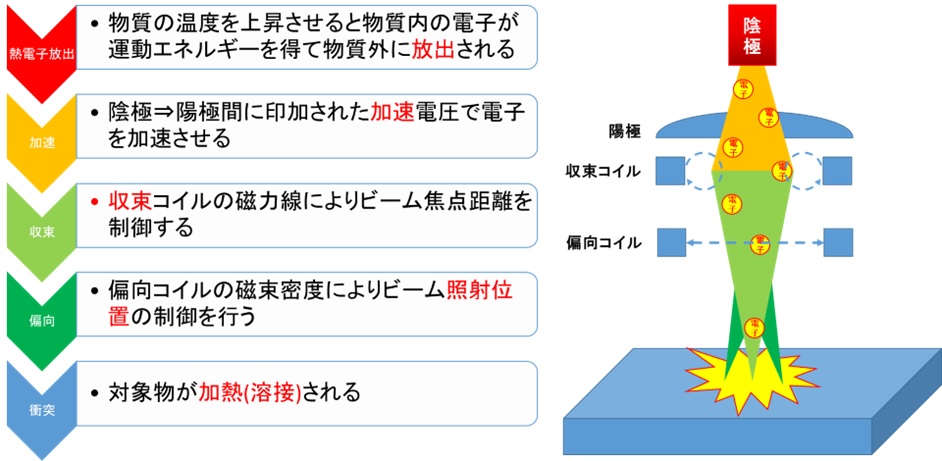
電子ビーム溶接のメカニズムは上図となります。
装置内部ある陰極を高温に加熱した状態にして電子を飛び出させ、陽極にて電圧を掛けて電子を加速しその電子を収束させて電子ビームとします。 電子ビームを電磁収束レンズや偏向レンズにて焦点位置を設定したり照射位置を自在に変えたりします。(以下、偏向)偏向を上手く使うことで溶接品質の向上・タクトタイムの短縮を図ることが出来るのも電子ビーム加工の特徴の一つです。(下図はその一例)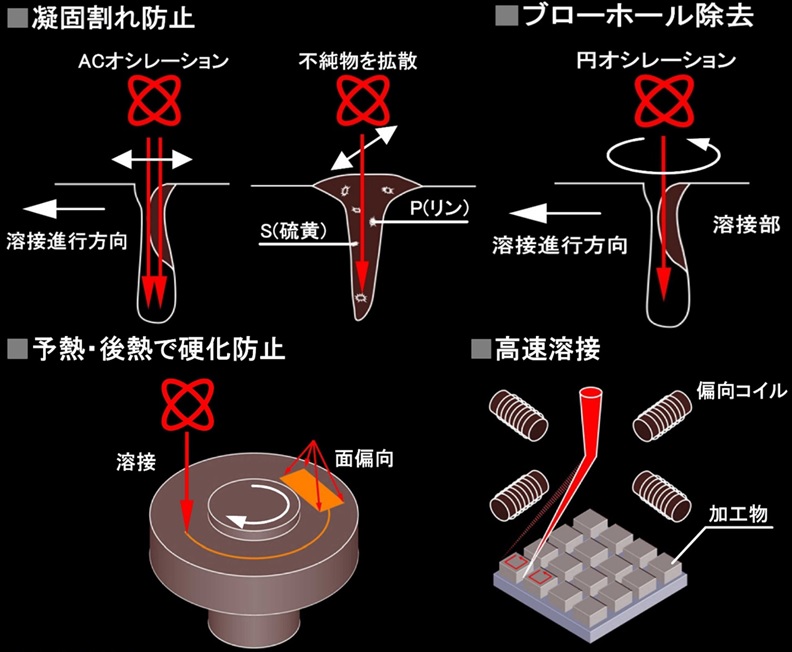
♦高エネルギービーム溶接の2大工法、「レーザ」と「電子ビーム」の違い
一通り電子ビームの特徴を理解していただいたと思いますが、次は「レーザ溶接」と「電子ビーム溶接」それぞれの特徴・違いについてご紹介します。
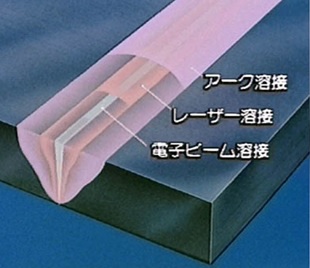
例えば、レーザ溶接の熱源は「光エネルギー」電子ビーム溶接の熱源は「運動エネルギー」と違いがあります。その違いによりレーザにとって難加工材とされている銅溶接は、実は電子ビームでは何の問題もなく溶接することが出来ます。理由は「銅は光が反射しやすい材料※1」であるためです。
その他、レーザ溶接と電子ビーム溶接の特徴を下表にまとめてみました。
※1)レーザ波長によって反射・吸収が変わります。詳細はコチラの記事をご覧ください。
→教えてレーザックス!第2弾!レーザと素材の相性診断♡波長が決め手の加工特性♡
♦電子ビーム溶接サンプルのご紹介
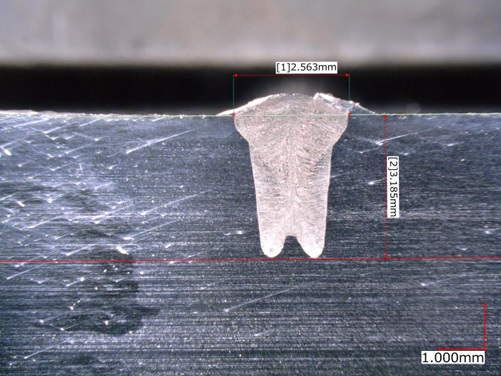 |
●ツインビーム偏向による溶け込み断面 電子ビーム加工機のツインビーム偏向を利用した溶接断面サンプルです。 電子ビームの偏向はデジタル的にビームを振る為、殆ど誤差なく2箇所同時にビームを照射できます。 |
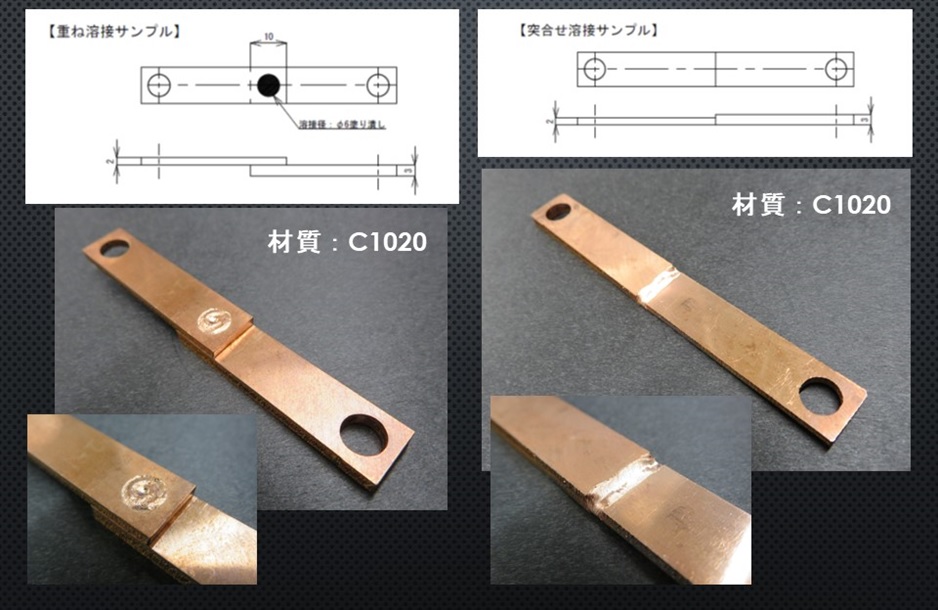
●バスバー材の突合せ溶接・重ね溶接
レーザが苦手な銅材料の溶接は、電子ビームがお薦めです。
突合せ溶接ではスパッタが少なく酸化の無い外観の美しい溶接が可能。
重ね継手溶接では高エネルギービーム溶接の特徴を活かし、上板を貫通させて下板を溶接しています。導電量を稼ぐために接合面積が必要であるため、偏向を使った塗りつぶし溶接をしています。
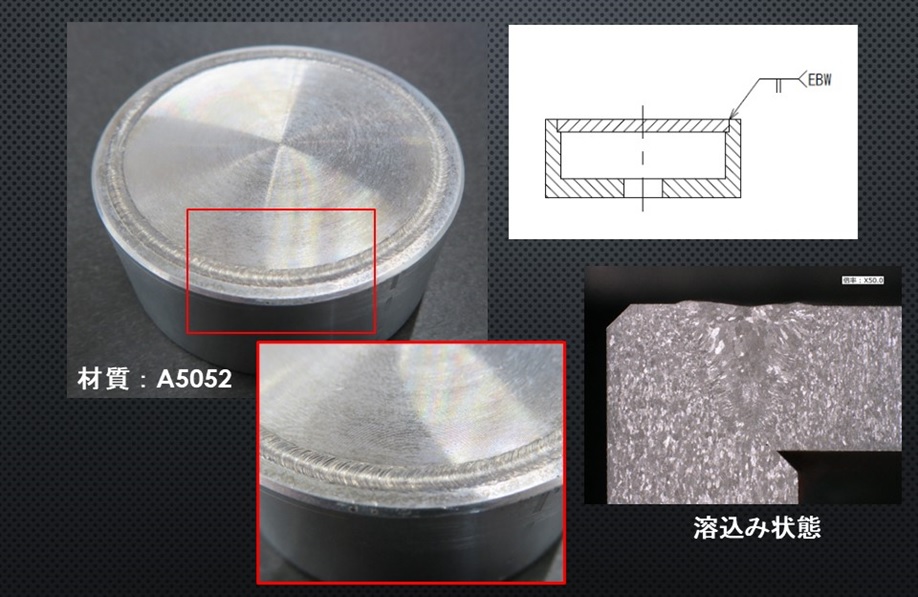
●アルミ合金ケースの封止溶接
「凝固割れ」「内部ブローホール」が発生しやすいアルミ合金の溶接も電子ビームが得意とする材料です。
凝固割れに対してはビーム偏向を利用し溶融金属をかき混ぜることで不純物の偏析を抑制、内部ブローホールに対しては真空状態の加工室が溶融金属内のガス放出に有効に働きかけます。
◆レーザだけじゃない!電子ビームも含めた高エネルギービーム溶接を試せるレーザックス本社工場(愛知県知立市)
 |
愛知県知立市のレーザックス本社工場では、今回ご紹介した電子ビーム溶接が可能な設備を保有しております。 「図面に電子ビーム溶接の指示があるがやってもらえるところがない!」 「レーザ溶接と電子ビーム溶接を試しに比べてみたい」 「これを溶接するにはどうしたらいい?」 いろいろなお問合せにも経験豊富なスタッフ・加工オペレーターがお客様の課題解決のお手伝いを致します。 |
 |
 |
◆◆◆◆◆◆レーザックスは1個の試作・テスト加工からでもOK、ぜひご相談ください。◆◆◆
 |
 |


