深みへ填まるレーザ溶接の救世主!! TruDisk6001の攻略ツールとは!?
レーザ溶接のツールが揃っている一台です。
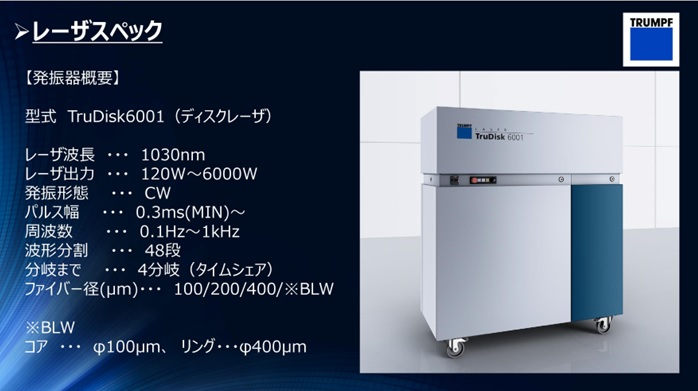
3軸直行+θ軸のNC加工機にトルンプ社製ディスクレーザ「TruDisk6001」を搭載した大型加工ステージは、レーザ溶接を中心としたツールが勢ぞろい。
レーザ溶接導入を考えているお客様に、色々なご提案ができる一台となっております。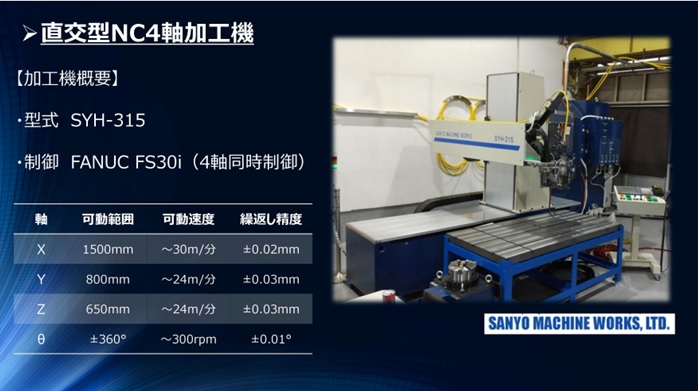

<加工設備の特徴>
・ ブライトライン機能を使ってレーザのパワー分布を可変することができる
・ワブリング機能を使った溶接品質の向上を図ることができる
・2Dガルバノスキャナも搭載、スキャンエリア内の高速溶接で生産性UP
・ワイヤ供給機も設置可能、異種材溶接やレーザブレージングもお試しできる
・金属パウダー供給によるレーザクラッディングもお試しできる
では、その特徴を少し掘り下げてご紹介したいと思います。
◆ブライトライン機能でスパッタの少ないレーザ溶接
ブライトライン機能とは、「センターコア」と「リングコア」の2層構造を有した特許取得済みのTRUMPF 2in1光ファイバーを用いて、それぞれのコアにレーザ出力を用途に応じて出力配分することでレーザのパワー分布を下図のように変化できる機能です。 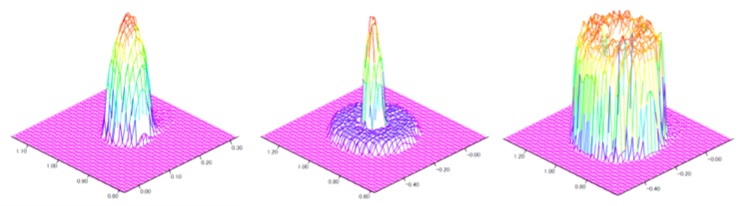
パワー分布を変化させ、キーホールの大きさとリング光線による溶融池の大きさを適性にすることで、進行方向の溶融池の対流を安定させスパッタ発生の少ないレーザ溶接が可能となります。 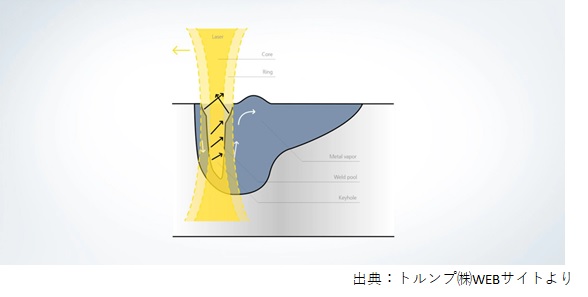
また弊社設備は4光路を常設、ノーマル分布との比較もすることができます。
(ファイバーコア径:φ0.1、φ0.2、φ0.4、2in1(C:φ0.1、R:φ0.4))
◆ワブリング機能でギャップにも強くなる
ワブリング機能とは、レーザ光をワブル(回転やウィービングなど)させることで下図のように溶接ビードを広げることができる機能です。 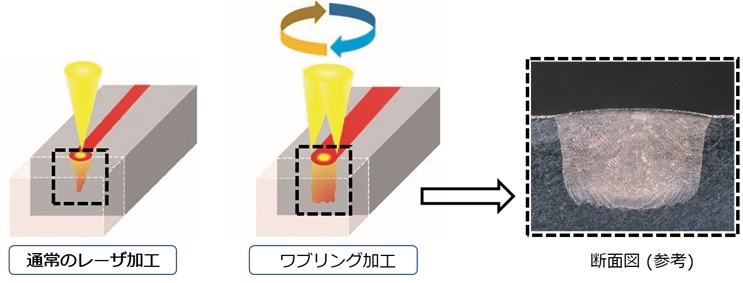
ワブリング機能を使うことにより、これまで「キーホール溶接」と呼ばれるレーザ特有の細いビードでは苦手であった「溶接位置ズレによる溶込み不足」や「スキマによる溶接不良」など、ワークのバラつきによって発生する溶接不良の改善に効果があります。 またワブリングすることでブローホールの原因となるガスが大気中に放出されやすくなり、ブローホールをを抑制する効果があるとともに、溶融池の挙動も抑えられるため溶接ビードも美しく仕上がります。 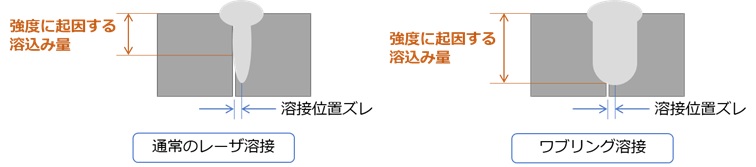
◆2Dスキャナは端子溶接などの塗りつぶしに有効
光学系にガルバノスキャナを用いた高速溶接もお試しいただくことができます。
電池セルをつなげる端子溶接では接合面積が必要となるため「塗りつぶしの重ね溶接」が求められます。ガルバノスキャナを用いることで綺麗な塗りつぶし溶接が可能となります。 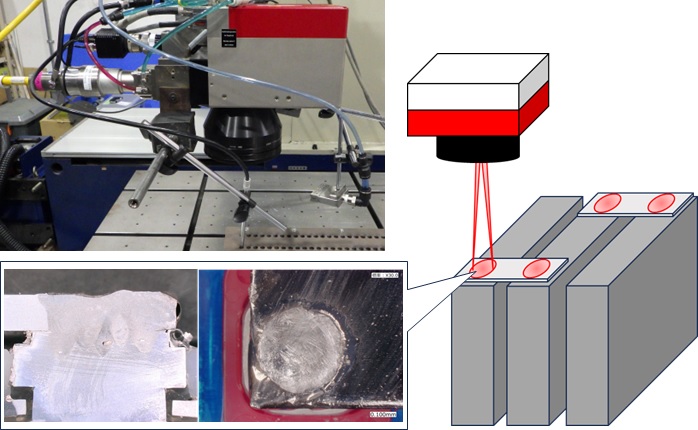
◆ワイヤ供給で異種材溶接やレーザブレージングも
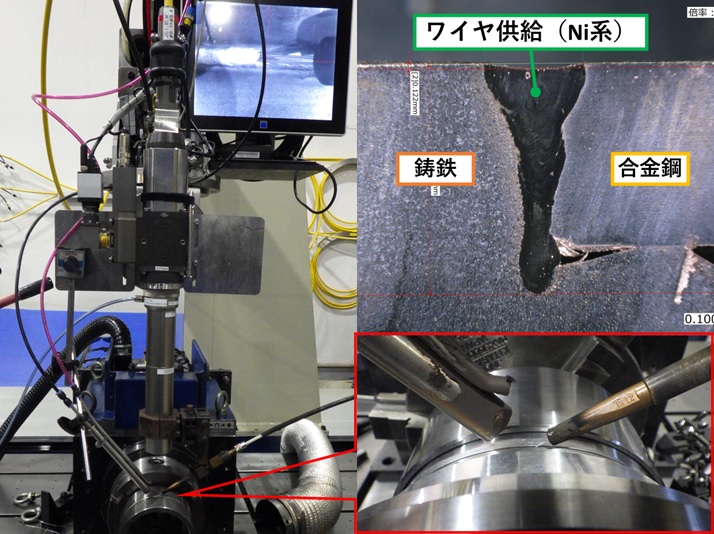
近年ではデフケースのような「鋳鉄」と「合金鋼」をレーザ溶接する技術も出てきました。溶接性の極めて悪い「鋳鉄」と「合金鋼」はそのまま溶接してもクラックが発生してしまいます。そのため相性の良いワイヤを中間材として添加することで良好な溶接をすることが可能になります。
レーザックスではワイヤ供給式のレーザ溶接も対応可能。最適なワイヤの選定もお付き合いのあるメーカーからのアドバイスをいただくことができます。
◆レーザクラッディングで部分改質や部分補修も…
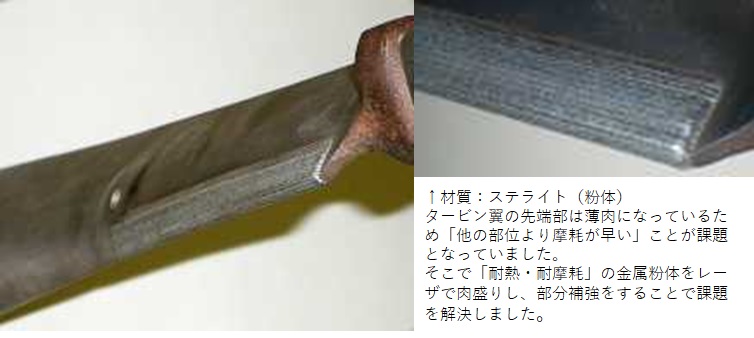
近年は3Dプリンターによる金属積層造形が注目を集めていますが、その基盤技術であるレーザクラッディングによる部分改質や部分補修をレーザックスでは昔からお試しいただいております。
レーザクラッディングの良いところは局所入熱であることから低歪み・薄肉な肉盛りができること。そのため肉盛り後の仕上げ加工もしやすいことにあります。
「製品の摩耗部のみ耐摩耗材料をレーザクラッディングしたい」
「ベースは熱引きの良い材料でつくり、金型部分だけ硬い材料を肉盛りしたい」
など、お客様のアイデア次第で無限の可能性があるアプリケーションです。
◆ブライトライン機能やワブリング機能を使って
アルミ合金溶接の内部ブローホール低減を検証
アルミ合金のレーザ溶接で課題となる内部ブローホールの残存。SUSや鉄系の溶接ならガス種を変えることで改善を図ることができますが、アルミ合金では一筋縄ではいかない課題です。
そんな難儀な課題に対し、今回ご紹介した加工設備の特徴である「ブライトライン機能」「ワブリング機能」を使ってそこまで改善を図ることができるか検証してみました。
検証は材料A5052に溶け込み深さが3mm程度となる条件でビードオンプレートを実施。X線観察と断面観察で内部ブローホールの残存状況を確認しました。 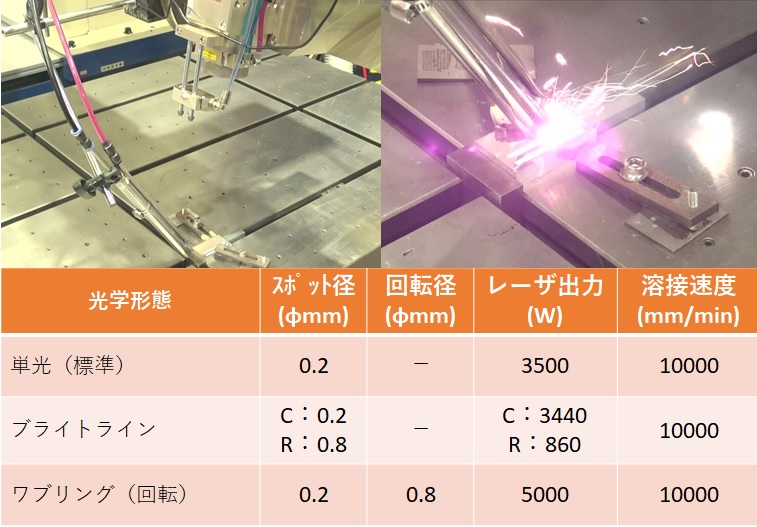
断面観察をしてみると明らかな違いが…
断面観察をしてみると明らかな違いが見受けられました。単光やブライトライン機能では内部ブローホールの残存が見られましたが、ワブリング機能では残存がほとんどない溶接ビードを得ることができました。
ちなみに、X線観察時の白い点、断面観察時の黒い点がブローホールです。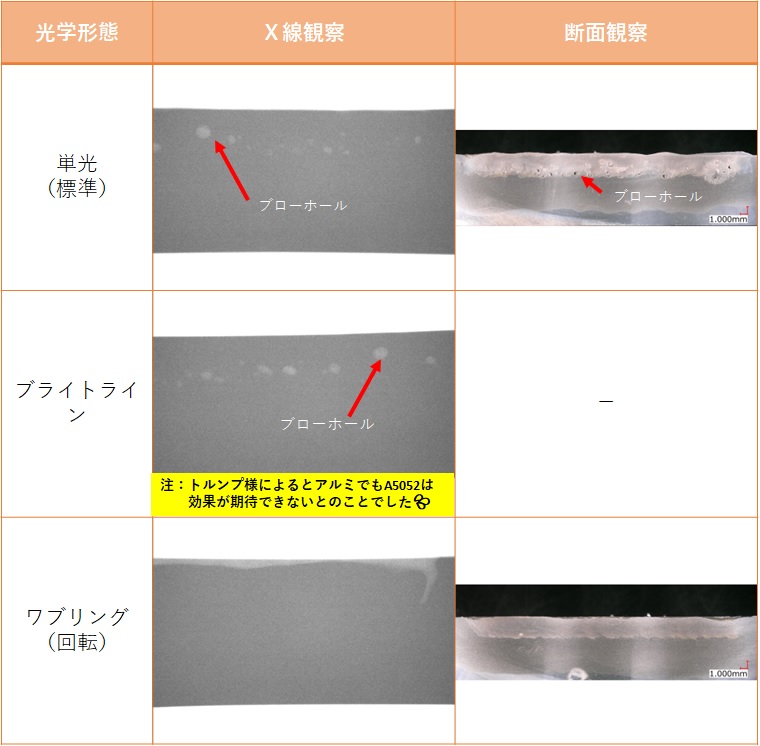
今回ご紹介した加工設備はレーザックス本社工場(愛知県知立市)で
お試しいただけます。
加工試験・受託加工のご依頼をお待ちしております!
今回ご紹介した加工設備は、愛知県知立市にあるレーザックス本社工場でお試しいただくことができます。
レーザックスでは試料切断機やマイクロスコープなど評価設備も充実。経験豊富なオペレータが加工実験をサポートし、お客様の課題を解決します。実験結果はプロセスを含めたレポートとして提供します。また、設備導入を検討する際は実験結果に基づき最適なレーザ機器をご提案いたします。 
 |
 |
◆◆◆レーザックスは1個の試作・テスト加工からでもOK。ぜひご相談ください。◆◆◆
 |
 |


