レーザの当て方
I形開先突合せ溶接
 |
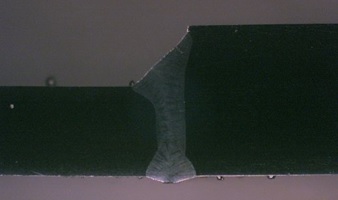 |
■レーザーによる突合せ溶接の特徴
レーザーは高エネルギー密度の熱源であるため、両母材板を密着させるI形の開先が用いられ、1パスでの溶接が可能です。細く深い溶け込みビードは溶融体積が小さいことを意味し、溶接後の歪みは他工法より大幅に少なくなり、高品質の溶接が可能です。
■レーザーによる突合せ溶接のメリット
<溶接コストの削減>
アーク溶接や他工法ではV型・Y型などの開先加工を必要としますが、レーザーでは開先加工の必要がなく、溶接棒も不要のため材料費のコスト削減が見込めます。 また他工法と比べ入熱が少なく溶接後の歪みが小さいため、歪み強制工程や溶接肉盛りの除去工程など、後工程の作業改善につながることでトータル的なコスト削減が可能となります。
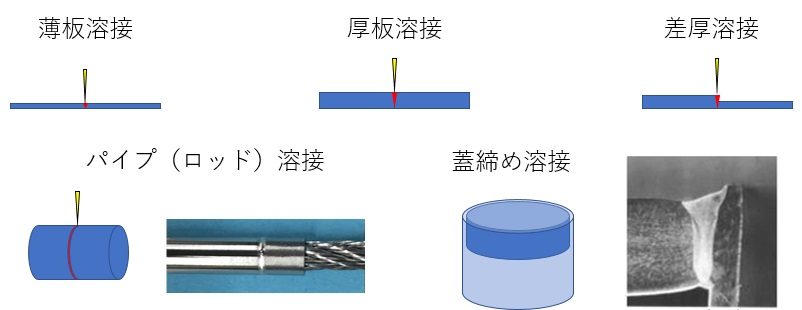
<入熱コントロールがしやすく、薄板から厚板、差厚溶接も・・・>
レーザーは制御しやすい熱源であり、t10mm以上の厚板を1パスで溶接することも出来れば、t1.0mm以下の薄板も低ひずみで溶接することが出来ます。 また、板厚の異なる板同士も1パスで溶接することが可能です。 その他、融点の異なる材料の溶接など、従来の溶接工法では難しいと思われた組み合わせもレーザーなら解決できるかもしれません。
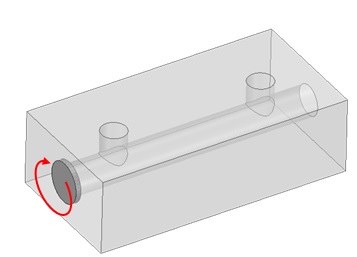
| <ブロックマニホールドの埋め栓溶接> 気体流路などの精密部品などでは シール(気密)性が必要です。 レーザックスでは高品位な溶接と Heリーク試験などによる保証も可能です。 |
 |
| <突合せ溶接を採用し、コストダウンに成功> 単品削り出しではなく、 子部品に分割しレーザー溶接にて接合する事を提案。材料のムダが少なくなりました。 レーザー溶接に適した嵌め合い形状なども併せて提案可能です。  |
 |


