レーザ加工システムを導入する
レーザ加工試験の事例
Case 1. パルスYAGレーザの更新のご相談
STEP1
♣お客様からのお問い合わせ
新規にてSUS316(1mmt)のパイプを割れずに溶接したいのです。今現在パルスYAGレーザを持っているのですがうまくいかず、パルスYAGレーザも古く、故障も多いので、この際更新も含めて相談させて下さい。また、現状の溶接速度ではどうしても生産数が合わないので何とかしたいです。
STEP2
♣レーザックスからの提案
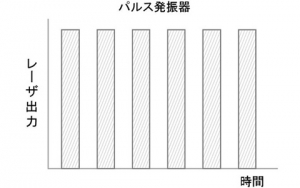
SUS316 はどうしても割れ感受性が高いので、パルス発振ではどうしても割れる可能性が高くなります。レーザックス製品のOPTICEL FHシリーズもパルス発振がメインになりますので、パルスYAGレーザ同様割れる可能性があります。
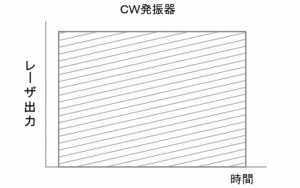
ここは御社での導入を踏まえて、CW発振のファイバーレーザでテスト加工を行いましょう。設備更新の発振器は低出力の方がイニシャルコストが安くなるので、ファイバーレーザでテスト加工する方向でいかがでしょうか?
STEP3
♣お客様からのお問い合わせ・・・加工試験に向けて
CW発振のファイバーレーザでの加工性はシールドガスのリフロー、プリフロー、ワークのチャック時間、搬入、搬出時間を考えると純粋な溶接時間は3秒ほどだとうれしいです。
STEP4
Case 2. NDA(秘密保持契約)が必要な加工試験はできますか?
STEP1
♣お客様からのお問い合わせ
量産加工ラインの受注に向けてレーザでの可否検討で試験したいのですが、自社製品ではなく、エンドユーザ様の製品のため、詳細情報や図面提示などがなかなか厳しいんですが...
STEP2
Case 3. 大型ワークの加工はできますか?
STEP1
♣お客様からのお問い合わせ
自動車ボディーの亜鉛メッキ鋼板の溶接を、大手自動車メーカからできないか?と相談されており、レーザ溶接を指定されていらっしゃいます。 そういったケースで、大きな材料を持ち込んで試験してみたいのですが、できるでしょうか?
STEP2
Case 4. 突き出したパイプを回転せず溶接ができますか?
STEP1
♣お客様からのお問い合わせ
パイプ溶接を希望しますが、ワークが回転治具で持てない構造なので、何か方法はないでしょうか?
STEP2
♣レーザックスからの提案
6軸ロボットを検討されるか、精度的には苦しいところなので、直交型の5軸の加工機がございます。
試験としてはパイプの周囲を光が回るイメージで、またf500mmなどの長いレンズで狭い箇所も遠くからレーザを照射することもできますので、一度トライしてみてください。




